


溝槽管件是如何壓槽的呢?
溝槽管件是如何壓槽的呢?
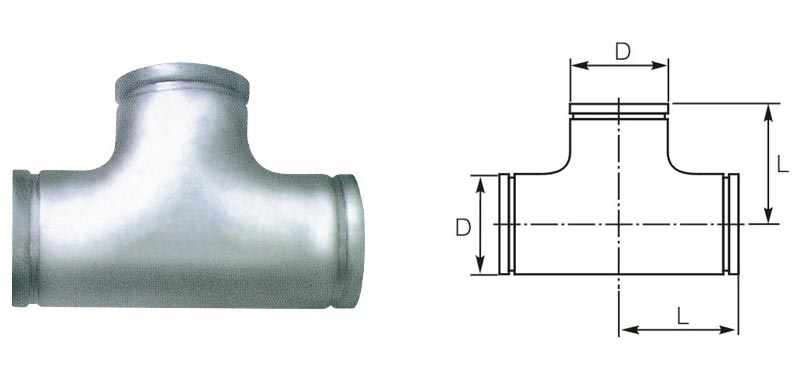
在溝槽管件壓槽的加工過程中,首先要有可靠的支撐,一般施工人員都會在卡箍的底部安裝直接,以此作為平臺,來減少管件壓槽過程中受到的損害,避免影響后期的使用。壓槽工藝基本的是要按照說明書要求來進行安裝,這樣可以保證工藝的精度。在壓槽模具的選擇方面,要正確選擇,像是使用時間較長或是損壞的模具就不要用了,否則會影響壓槽工藝質量。在壓槽結束后,要及時的清理現場殘留的渣滓,在壓槽處做好防腐漆的涂抹,輕拿輕放,確保管件的安全。用切管機將鋼管按所需長度切割,切口處若有毛刺,應用砂輪打磨。將需加工溝槽的鋼管假設在滾槽機和滾槽機尾架上。
在鋼管上放置水平儀,用水平儀量測,使鋼管處于水平位置。將鋼管端面與滾槽機上面貼緊,使鋼管中軸線與滾槽機上面呈90°。啟動滾槽機電機,慢慢壓下千斤頂,使上壓輪均勻滾壓鋼管至預設定溝槽深度為止。千斤頂卸荷,取出鋼管。安裝遵循先裝大口徑、總管、立管、后裝小口徑、分管的原則。安裝過程中不可跳裝、分段裝,按順序連續安裝,以免出現段與段之間連接困難和影響管路整體性能。準備好符合要求的溝槽管段、管卡、配件和附件。檢查橡膠密封圈是否損傷,將其套在一根鋼管的端部。將另一根鋼管靠近已套上橡膠密封圈的鋼管端部,兩端處應留有間隙,間隙符合標準要求。將橡膠密封圈套上另一根鋼管端部,使橡膠密封圈位于接口中間部分,并在其周圍涂抹潤滑劑。
檢查管道中軸線,在接口位置橡膠密封圈外側按上下卡箍,并將卡箍凸邊卡進溝槽 內。用手力壓緊上下卡箍的耳部,并用木榔頭槌緊卡箍凸緣處,將上下卡箍緊靠。在卡箍螺孔位置,穿上螺栓,并均勻輪換擰緊螺母,防止橡膠密封圈起皺。檢查確認卡箍凸邊全圓卡進溝槽內。
